
Sortiersysteme: Effiziente Lösungen für Qualität und Ertrag
Die industrielle Sortierung spielt eine zentrale Rolle in der Recyclingindustrie, um Materialien effizient zu trennen und den Wertstoffkreislauf zu optimieren. Moderne Sortiersysteme ermöglichen eine präzise Trennung von Materialien und gewährleisten höchste Qualität und Ertrag. Durch innovative Sensortechnologie und intelligente Softwarelösungen werden Stoffströme optimal analysiert und Fremdstoffe zuverlässig entfernt.
Modularer Aufbau für flexible Anwendung
Moderne Sortiersysteme sind modular aufgebaut und lassen sich individuell an die jeweiligen Sortieranforderungen anpassen. Durch die Kombination verschiedener Sensoren, Detektoren und Separatoren in einem Gerät können Materialien effizient analysiert und separiert werden. Präzise Separiersysteme wie Ausblasdüsen oder Klappen sorgen dafür, dass unerwünschte Stoffe millisekundengenau aus dem Materialstrom aussortiert werden. Dies trägt zur Erhöhung der Materialausbeute und einer besseren Wiederverwertbarkeit der sortierten Materialien bei.

Hochpräzise Sensorik für maximale Sortiergenauigkeit
Um eine exakte Materialtrennung zu gewährleisten, kommen verschiedene Sensortechnologien zum Einsatz:
- Induktive Sensoren identifizieren zuverlässig metallische Bestandteile.
- Optische Sensoren mit hochauflösenden CCD-Kameras erfassen Farbe und Form von Materialien.
- Nah-Infrarot-Sensoren (NIR) unterscheiden Materialien anhand ihrer spektralen Eigenschaften.
Intelligente Signalauswertung für maximale Effizienz
Die von den Sensoren gesammelten Daten bilden die Grundlage für präzise Sortierprozesse. Eine leistungsstarke Software verarbeitet diese Informationen mithilfe intelligenter Algorithmen, um die verschiedenen Materialien exakt zu unterscheiden. Selbstlernende Systeme ermöglichen eine kontinuierliche Optimierung der Sortierleistung im laufenden Betrieb. So können Sortierparameter flexibel angepasst und die Systeme auf neue Herausforderungen optimal abgestimmt werden.
Vorteile moderner Sortiersysteme
- Höchste Produktqualität durch präzise Materialtrennung
- Hohe Durchsatzleistung ohne Leistungseinbußen
- Modularität für flexible Anpassung an Sortieraufgaben
- Zuverlässige Trennung von Fremdstoffen und Verunreinigungen
- Minimale Ertragsverluste durch intelligente Separation
- Benutzerfreundliche Software für einfache Bedienung
- Schnelle Anpassung an neue Sortieranforderungen
Recycling-Sortiersysteme mit Rutsche
Für die Sortierung von Kunststoff oder Glas bieten Rutschen-Sortiersysteme eine effiziente Lösung. Hierbei wird der Stoffstrom über eine Einlaufrutsche geleitet und von Sensoren analysiert. Hochauflösende Kameras, NIR-Sensoren oder induktive Metalldetektoren erfassen Materialmerkmale und steuern gezielt die Ausschleusung unerwünschter Bestandteile. Diese Technologie ermöglicht eine präzise Separation von Kunststoff-Flakes, Mahlgut oder Glasscherben.
Vorteile von Rutschen-Sortiersystemen
- Gleichmäßige Materialverteilung für optimalen Durchsatz
- Kombination mehrerer Sensortechnologien für maximale Sortiergenauigkeit
- Intuitive Bedienung und einfache Konfiguration
- Flexible Nachrüstung zusätzlicher Sensoren
- Energieeffizienter Betrieb mit optimiertem Druckluft- und Stromverbrauch
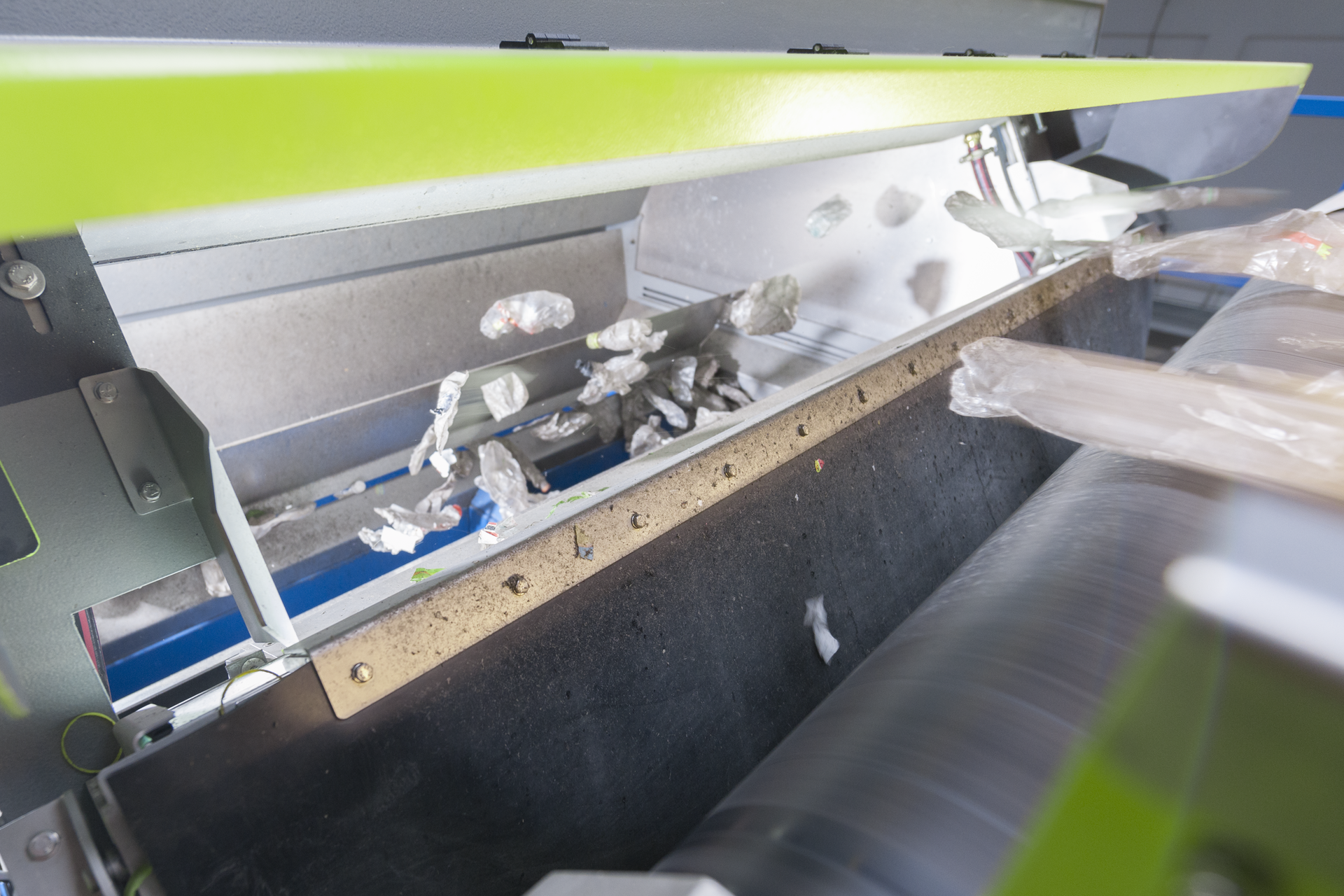
Recycling-Sortiersysteme mit Förderband
Förderband-Sortiersysteme eignen sich besonders für die Trennung von Kunststoff, Glas, Metall, Elektronikschrott oder Hausmüll. Der modulare Aufbau ermöglicht die Kombination verschiedener Sensoren, um unterschiedlichste Materialien effizient zu sortieren. Diese Systeme sorgen für eine wirtschaftliche Aufbereitung von Wertstoffen und tragen dazu bei, Recyclingmaterialien wieder profitabel in den Produktionskreislauf zurückzuführen.
Vorteile von Förderband-Sortiersystemen
- Universell und flexibel einsetzbar
- Sicheres Erkennen und Entfernen von Fremdstoffen
- Hohe Durchsatzleistung durch anpassbare Bandgeschwindigkeiten
- Individuelle Kombination von Farb-, Form-, Metall- und NIR-Sensoren
- Intuitive Steuerung und benutzerfreundliche Software
Fazit
Moderne Sortiersysteme leisten einen entscheidenden Beitrag zur Qualitätssicherung und zur wirtschaftlichen Materialverwertung. Dank hochentwickelter Sensortechnologien und intelligenter Softwarelösungen lassen sich Materialien präzise trennen, wodurch Unternehmen ihre Prozesse effizienter und nachhaltiger gestalten können. Eine optimierte Sortierung trägt maßgeblich zur Reduzierung von Abfällen, zur Schonung von Ressourcen und zur Steigerung der Wirtschaftlichkeit in der Recyclingbranche bei.