
Sorting Systems: Efficient Solutions for Quality and Yield
Industrial sorting is crucial in the recycling industry for efficiently separating materials and optimizing the value chain. Advanced sorting systems ensure precise material separation, delivering top quality and yield. With cutting-edge sensor technology and intelligent software solutions, material streams are expertly analyzed, and contaminants are effectively removed.
Modular Design for Flexible Use
Modern sorting systems are modular and can be tailored to specific sorting needs. By integrating various sensors, detectors, and separators into a single device, materials can be efficiently analyzed and separated. Precise separation systems, such as air jets or flaps, ensure that unwanted substances are removed from the material stream with millisecond accuracy. This enhances material yield and improves the recyclability of sorted materials.

High-Precision Sensors for Maximum Sorting Accuracy
To ensure precise material separation, various sensor technologies are employed:
- Inductive sensors reliably identify metallic components.
- Optical sensors with high-resolution CCD cameras capture the color and shape of materials.
- Near-infrared sensors (NIR) differentiate materials based on their spectral properties.
Intelligent Signal Analysis for Maximum Efficiency
The data collected by the sensors forms the foundation for precise sorting processes. A powerful software processes this information using intelligent algorithms to accurately differentiate between various materials. Self-learning systems enable continuous optimization of sorting performance during operation. This allows sorting parameters to be flexibly adjusted and systems to be perfectly aligned with new challenges.
Advantages of Modern Sorting Systems
- Top Product Quality through precise material separation
- High Throughput without compromising performance
- Modularity for flexible adaptation to sorting tasks
- Reliable Separation of foreign materials and impurities
- Minimal Yield Loss through intelligent separation
- User-Friendly Software for easy operation
- Quick Adaptation to new sorting requirements
Recycling Sorting Systems with Chute
Chute sorting systems offer an efficient solution for sorting plastics or glass. The material stream is directed through an inlet chute and analyzed by sensors. High-resolution cameras, NIR sensors, or inductive metal detectors identify material characteristics and precisely remove unwanted components. This technology enables accurate separation of plastic flakes, regrind, or glass shards.
Advantages of Chute Sorting Systems
- Consistent material distribution for optimal throughput
- Combination of multiple sensor technologies for maximum sorting accuracy
- Intuitive operation and easy configuration
- Flexible retrofitting of additional sensors
- Energy-efficient operation with optimized air and power consumption
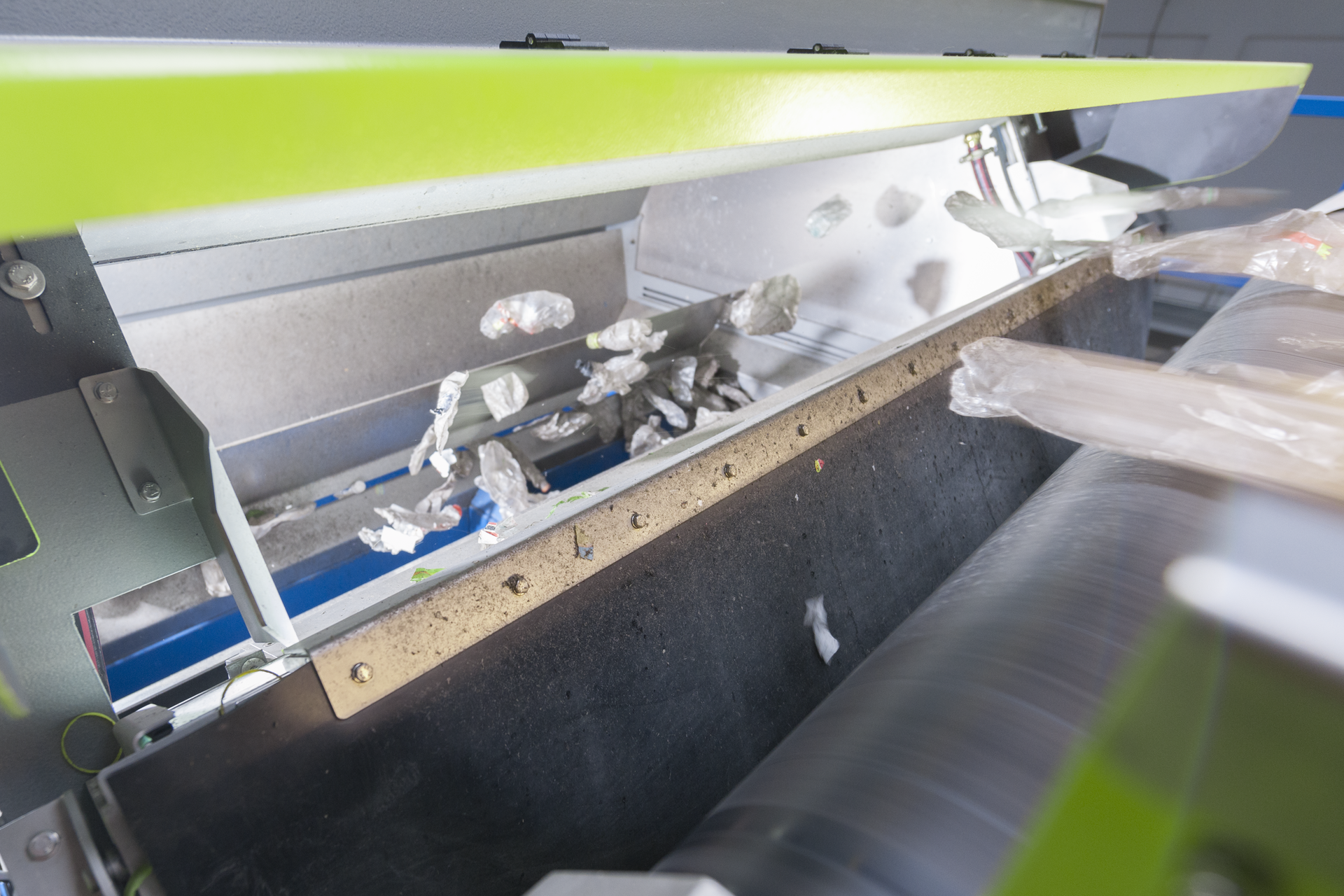
Recycling Sorting Systems with Conveyor Belt
Conveyor sorting systems are ideal for separating plastics, glass, metals, electronic waste, or household trash. Their modular design allows for the integration of various sensors to efficiently sort a wide range of materials. These systems ensure cost-effective processing of valuable resources, helping to reintegrate recycled materials profitably into the production cycle.
Advantages of Conveyor Sorting Systems
- Versatile and adaptable applications
- Reliable detection and removal of contaminants
- High throughput with adjustable belt speeds
- Customizable combinations of color, shape, metal, and NIR sensors
- Intuitive controls and user-friendly software
Conclusion
Modern sorting systems play a crucial role in quality assurance and efficient material recovery. With advanced sensor technologies and intelligent software solutions, materials can be precisely separated, enabling companies to enhance their processes efficiently and sustainably. Optimized sorting significantly reduces waste, conserves resources, and boosts profitability in the recycling industry.