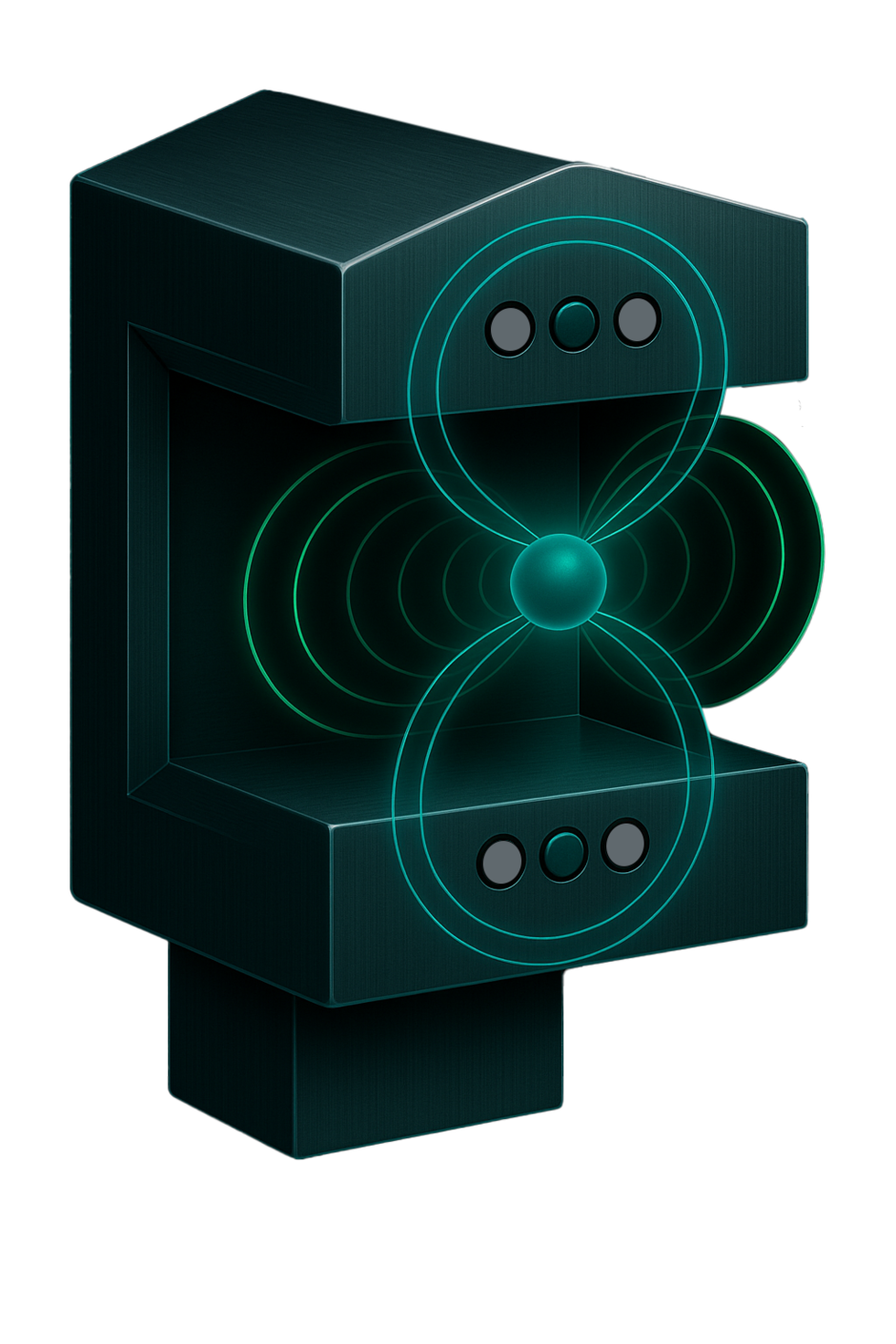
TUNNEL SEARCH COILS
Focused Vision for Ultimate Product Safety
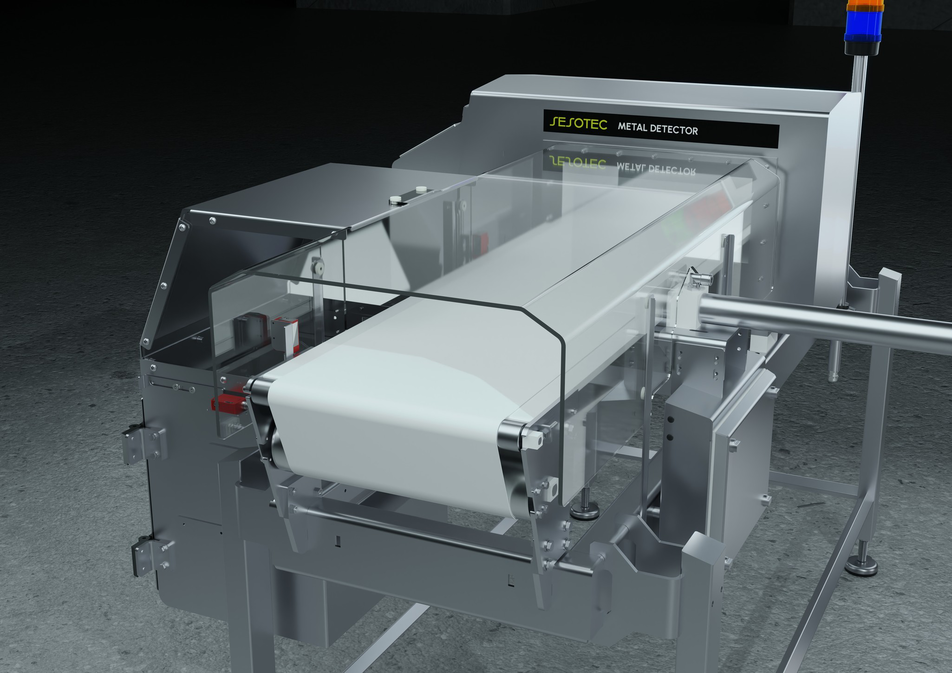
Sesotec tunnel metal detectors reliably identify both magnetic and non-magnetic metal contaminants in bulk and piece goods. With single, dual, multi, or multi-simultaneous frequency technology, they are optimized for a wide range of applications—from trusted standard solutions to AI-powered high-end systems.
Who Benefits from Tunnel Metal Detectors?
A tunnel metal detector is essential for reliably detecting and eliminating both magnetic and non-magnetic metal contaminants in bulk and packaged goods. This ensures quality assurance and compliance with safety standards like BRC, IFS, and HACCP.
Primarily designed for the food industry, including baked goods, meat and dairy products, confectionery, ready meals, and cereal products. They are also used in the packaging, pharmaceutical, and plastics industries for quality control and product safety.
Our tunnel metal detectors identify even the tiniest, invisible metal particles regardless of material density or shape. Compared to X-ray systems, they are more cost-effective, require less maintenance, and are easier to operate.
Versatile for Every Stage of Production
Reliable protection against metallic foreign bodies
Compliant and Secure: Easier Than Ever
Interested?
We see what you can't...
- Iron
- Steel
- Stainless Steel
- Non-Ferrous Metals
Common foreign bodies made of iron include machine parts, screws, nails, wires, or wear from conveyor belts and production equipment.
Food products can contain production residues like shavings, screws, or broken tools from mechanical processing.
Stainless steel often enters production through worn or damaged machine parts, pipelines, or cutting tools.
Aluminum, copper, or brass often come from packaging materials, cable scraps, piping, or worn machine parts.
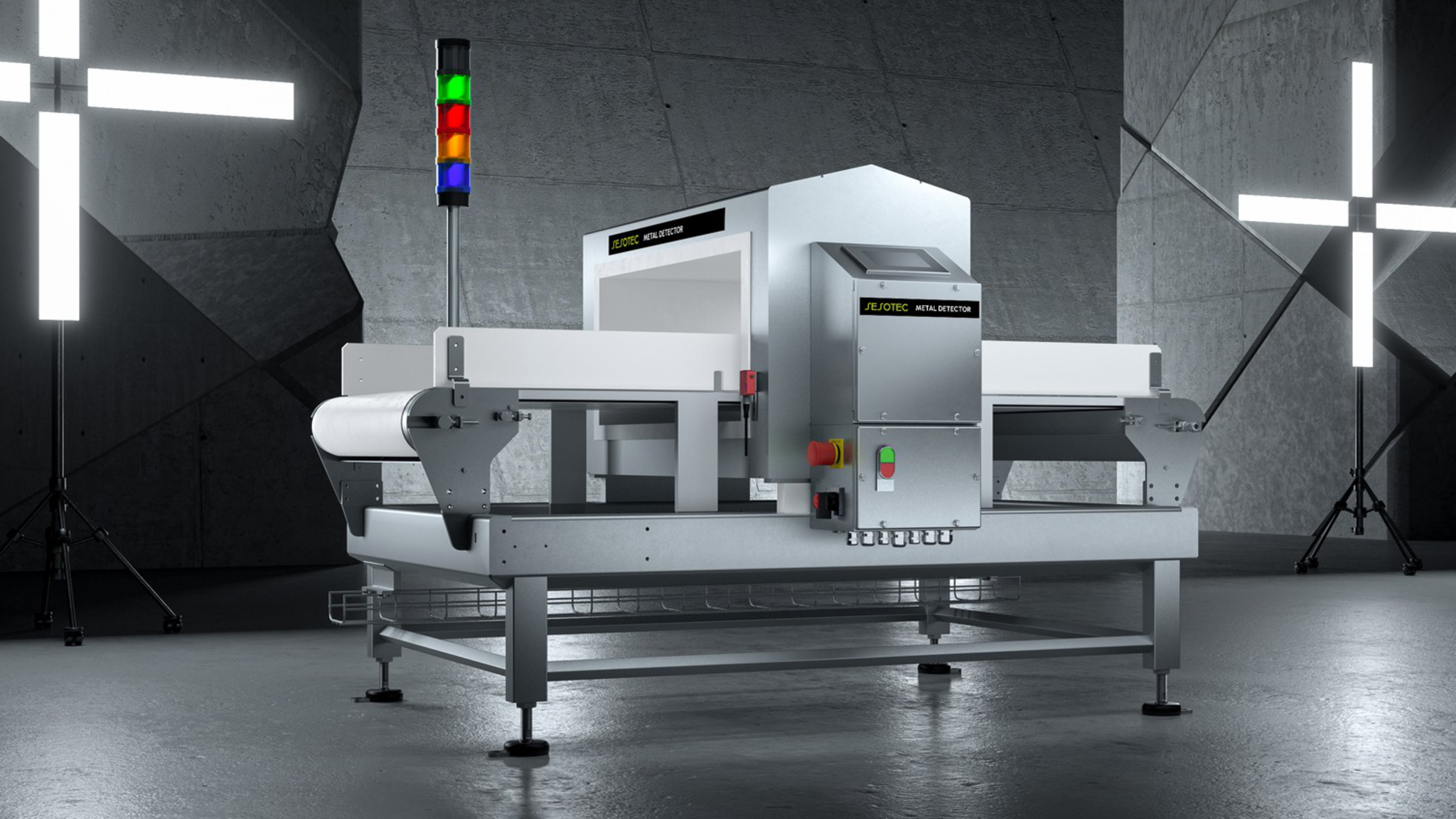
Our Tunnel Metal Detectors in Detail

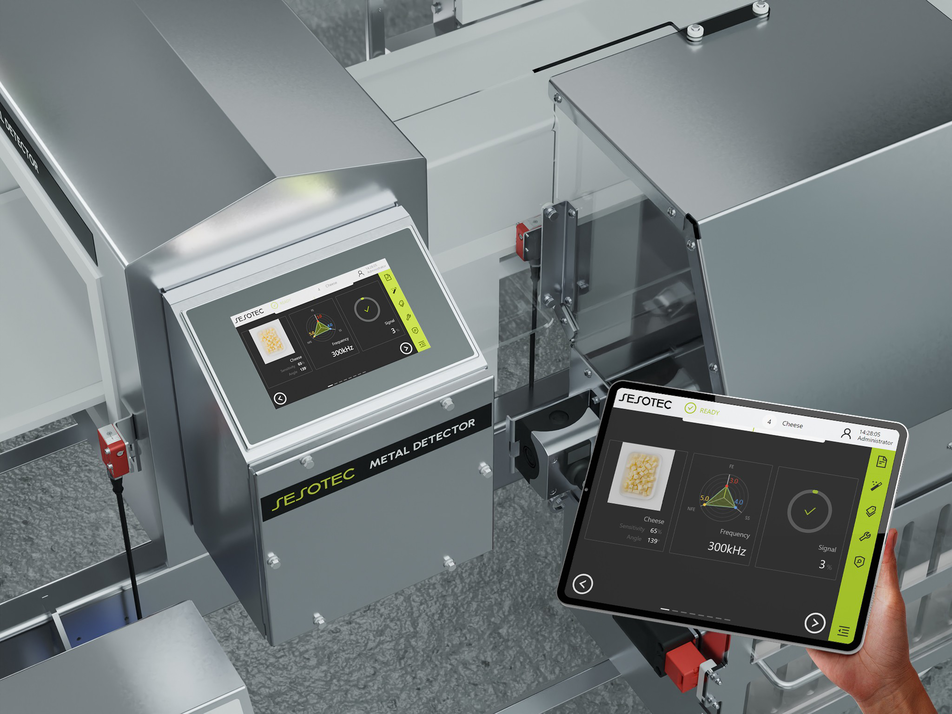
Control Unit – GENIUS ONE or INTUITY
Modern control units with intuitive touch operation for easy handling, quick setup, and precise detection.
Optimal Detection Performance Throughout the Entire Tunnel
Our innovative multi-frequency technology covers the entire detection range, reliably identifying even the smallest metal contaminants.
Smart Sensitivity Adjustment
Automatic adaptation to product features minimizes false rejects and ensures reliable detection, even with varying materials and environmental conditions.
Durable, hygienic enclosures (up to IP66/69K)
Sleek, hygienic stainless steel enclosures ensure effortless cleaning—perfect for meeting the rigorous hygiene standards of the food industry.
Control Unit – GENIUS ONE or INTUITY
Modern control units with intuitive touch operation for easy handling, quick setup, and precise detection.
Optimal Detection Performance Throughout the Entire Tunnel
Our innovative multi-frequency technology covers the entire detection range, reliably identifying even the smallest metal contaminants.
Smart Sensitivity Adjustment
Automatic adaptation to product features minimizes false rejects and ensures reliable detection, even with varying materials and environmental conditions.
Durable, hygienic enclosures (up to IP66/69K)
Sleek, hygienic stainless steel enclosures ensure effortless cleaning—perfect for meeting the rigorous hygiene standards of the food industry.
We deliver the perfect solution for every application—standard or customized
Durability through
Quality "Made in Germany"
10 years of parts availability,
rapid service response times
Metal Detection Systems for Your Industry
Sesotec metal detection systems ensure maximum product purity across diverse industries. They meet the highest hygiene standards, protect machinery from metal particle damage, and help prevent production downtime and recalls. Select Your Industry:



Food Industry
Our tunnel metal detectors ensure food purity, meet rigorous hygiene and safety standards like IFS and HACCP, and safeguard your production facilities from metal contamination damage.
Plastics Industry
Tunnel metal detectors prevent costly machine damage to extruders and injection molding machines, minimize waste through reliable foreign body detection, and ensure consistently high material quality.
Tunnel Metal Detectors for the Food Industry
Your Priorities, Our Solutions
- Compliance
- Safety
- Operation
- Hygiene
- Efficiency
- Service
Compliance and Precision
The reliable detection of magnetic and non-magnetic foreign bodies throughout the entire inspection area, combined with the Sesotec Compliance Package, ensures adherence to all standard regulations and guidelines.
Safety for People & Products
Integrated safety features, including automatic pneumatic venting, air pressure monitoring, and ejection control, ensure a completely secure operation for both people and products.
Easy-to-Use Interface
Effortlessly configure our systems for diverse applications using a 5" color touch display with intuitive menu navigation. Operating errors are virtually eliminated.

Sophisticated Hygiene Design
Durable and hygienic enclosures ensure effortless cleaning and maintenance.
.jpg)
Efficiency Across All Areas
With intelligent sensitivity adjustment and high interference immunity, false rejects are minimized, boosting profitability.

Reliable, Fast Service
With warranty services, a blend of on-site and remote support, and targeted training, you have the ultimate support for seamless operations.

0
0
0
Innovative Technology...
Our tunnel metal detectors ensure reliable detection of both magnetic and non-magnetic metal contaminants using single, dual, multi, or multi-simultaneous frequency technology.
...with conveyor belt
For optimal detection results and maximum efficiency, our VARICON+ and UNICON+ systems deliver powerful solutions for both dry and wet areas.

Precision Separation for Maximum Efficiency
Achieve optimal results with our range of separation systems, including air jets and pushers, tailored to your specific application needs.

Compliance – Anytime, Anywhere
The Compliance Package for Food ensures seamless and efficient documentation of your production – featuring Audit Check, Sensitivity Prediction, Compliance Mode, ICM, and IVP.
One Product Family – Diverse Solutions
Our Equipment for the Food Industry

INTUITY

GLS-MF

VARICON+ INTUITY

VARICON+ GLS-MF
UNICON+

The VARICON+ Family
Brochure
Download
Discover a comprehensive overview of all technical specifications for our tunnel metal detectors in our brochure.
Tunnel Metal Detectors for the Plastics Industry
Your Priorities, Our Solutions
- Material Efficiency
- Process Reliability
- Quality Assurance
Material Efficiency
Recyclers and plastic manufacturers and processors face fluctuating material availability amid high demand. The higher the quality of the raw material, the more efficient the processing.

Process Reliability
Contaminated raw materials often lead to equipment failures and material waste. Advanced detection technologies ensure pristine raw materials, resulting in smoother production.

Quality Assurance
Consistent product quality is the foundation of business success. Streamlined production processes with minimal waste enhance your competitive edge.

0
Stainless Steel Detection0
Frequency0
Product Temperature
Innovative Technology
Our tunnel metal detectors ensure reliable detection of both magnetic and non-magnetic metal contaminants with single, dual, multi, or multi-simultaneous frequency technology.
Customizable for Every Need
Modular design (C-SCAN DLS) for easy installation without extensive modifications
One Family - Diverse Solutions
Tunnel Metal Detectors for the Plastics Industry



Brochure
Download
Discover comprehensive technical insights into our tunnel metal detectors in our brochure.
ADD-ONS & SERVICES
Smart Add-ons for Enhanced Performance
Insight.WEB, the visualization software for metal detectors, -separators and product inspection systems, brings transparency to your production processes, offering a clear overview for enhanced efficiency and increased profitability. Our smart machine monitoring reduces downtime and maximizes your OEE (Overall Equipment Effectiveness).
Centralized Control of
All Sesotec and Third-Party Devices
Clear Visualization & Control
of Your Processes
Maximize Profitability with
Data-Driven Process Optimization