
Sicurezza Alimentare: Elemento Chiave della Strategia Aziendale nel Settore Alimentare
Oggi le aziende perseguono obiettivi sia economici che ecologici. Redditività e sostenibilità non sono in conflitto, ma hanno la stessa importanza. Nel settore alimentare, la qualità è fondamentale. La produzione e trasformazione alimentare affrontano molteplici fattori, tra cui prezzi delle materie prime in fluttuazione, cambiamenti climatici, crescita demografica globale e standard di qualità sempre più elevati. Per affrontare queste sfide, le aziende devono integrare la sicurezza alimentare come pilastro centrale della loro strategia nel mercato alimentare globale.
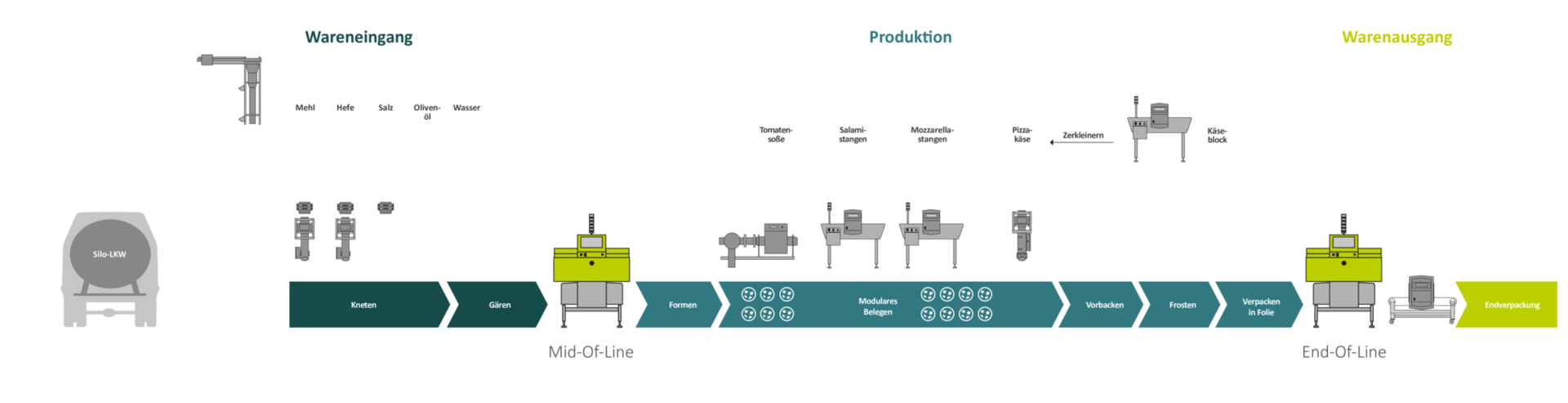
La sicurezza alimentare (Food Safety) deve essere costantemente integrata e vissuta in tutta l'organizzazione. Questo è possibile solo attraverso tecnologie di processo efficienti lungo l'intera catena produttiva. Una gestione coerente dei corpi estranei, supportata da tecnologie avanzate di ispezione dei prodotti e servizi, garantisce redditività, conservazione delle risorse e conformità alle normative.
In particolare, nei settori della gestione, produzione e assicurazione qualità, la Food Safety riveste un ruolo centrale; è fondamentale affrontare le numerose sfide.
Desideri una consulenza dai nostri esperti?
Contattaci!
FAQ
Scopri come una mirata ispezione dei prodotti può prepararti per il futuro e aiutarti a trovare soluzioni per le tue priorità, grazie alle seguenti domande frequenti.
- Come massimizzare la qualità di prodotto e processo?Con le migliori soluzioni hardware e software lungo la tua linea di produzione, dall'ingresso delle merci fino all'uscita.
- Come adattare automaticamente le impostazioni di sensibilità agli standard interni?Grazie a un software innovativo, la sensibilità può essere impostata con un semplice clic sugli standard di fabbrica o di audit, riducendo gli scarti e minimizzando la perdita di materiale buono.
- Come automatizzare il processo di conformità?Un monitoraggio continuo o un modulo di test automatico rilevano immediatamente le deviazioni, aumentando la stabilità del processo produttivo.
- Come dimostrare e documentare la conformità alle normative?Con uno strumento di documentazione che attesta il raggiungimento degli obiettivi di qualità desiderati per ogni prodotto.
- Come compensare gli effetti dei prodotti nei tuoi articoli?Con l'intelligenza artificiale al suo meglio. Può compensare quasi completamente l'effetto del prodotto, rilevare metalli in confezioni metalliche e tag RFID.
- Come avere una visione d'insieme di tutte le informazioni sui punti di controllo?Con una gestione dati intelligente basata su browser. Un software come servizio che offre trasparenza, ottimizzazione della produzione, personalizzazione e documentazione.
- Come realizzare l'Industria 4.0?Con il giusto software e hardware per la connettività digitale, inclusa un'ampia gamma di moduli di interfaccia e conformità sicura.
- Come combinare la massima qualità del prodotto con il massimo rendimento?Con un'innovativa ispezione a raggi X ad alta tecnologia, che opera in modo rapido e affidabile fino a 1000 pezzi/min.
- Come prolungare la durata delle macchine e garantire la massima sicurezza alimentare?Con pacchetti di manutenzione e garanzia annuali. La vita dei tuoi dispositivi viene estesa con manutenzione, riparazione e aggiornamento.
- Come avere successo con personale operativo non altamente qualificato?Con concetti di utilizzo semplici nel design hardware e software, ad esempio la funzione Auto-Learn.- La funzione Auto-Learn automatizza le impostazioni specifiche del dispositivo- L'Audit-Check guida attraverso la routine di controllo e registra tutti i passaggi- Un menu di aiuto continuo supporta l'operatore
- Come guidare automaticamente l'operatore attraverso i processi di conformità?Con uno strumento di assistenza ai processi integrato, che esegue controlli di audit regolari.
- Come proteggersi da impostazioni errate delle macchine?Con la funzione Checkpoint dei dispositivi di rilevamento. I checkpoint vengono utilizzati per ripristinare i parametri del prodotto, ricostruire singoli prodotti e tracciare le modifiche.
- Come raggiungere la massima sicurezza?Con un pacchetto di sicurezza di livello superiore che offre funzioni di checkpoint. Supera gli standard internazionali, SQF, IFS, FSSC 22000, BRC e altri.
- Come rispettare le normative interne sulla privacy e sulla sicurezza operativa?Con la definizione di diversi gruppi di utenti, autorizzazioni di accesso individuali e una funzione "Login2Go" che memorizza i dati su una chiavetta USB - opzionalmente accesso RFID.
- Come rispettare i più alti standard igienici?Una pulizia semplificata dei dispositivi a raggi X grazie a una struttura modulare aperta, accesso e smontaggio del nastro senza attrezzi e sistema di sospensione per tende di protezione dalle radiazioni.
- Come qualificare il tuo personale per i dispositivi a raggi X?Con una funzione Auto-Learn dei dispositivi a raggi X. La funzione Auto-Learn offre un utilizzo semplice e intuitivo. La configurazione dei vari filtri viene effettuata dal dispositivo stesso, la sensibilità di rilevamento viene adattata automaticamente.
- Come ottenere rapidamente consigli e assistenza in caso di emergenze delle macchine?Con una manutenzione remota tramite realtà aumentata. La tecnologia di realtà aumentata, che accede direttamente alla tua macchina tramite una connessione Ethernet, consente a tecnici e ingegneri di reagire molto rapidamente.
Conclusione
La Food Safety, o sicurezza alimentare, non è solo una parola di moda, ma un elemento cruciale per le aziende del settore alimentare. Questo articolo dimostra che un'elevata qualità non è solo eticamente auspicabile, ma anche economicamente vantaggiosa. Infatti, la redditività a lungo termine si ottiene solo attraverso un rigoroso controllo della qualità. Le aziende che si dedicano a una produzione alimentare responsabile riconoscono che la sicurezza alimentare è prioritaria. Non basta eseguire controlli solo alla fine della catena produttiva. Garantire efficacemente la sicurezza alimentare richiede monitoraggio in ogni singolo punto di controllo della produzione.